

Description
Product details
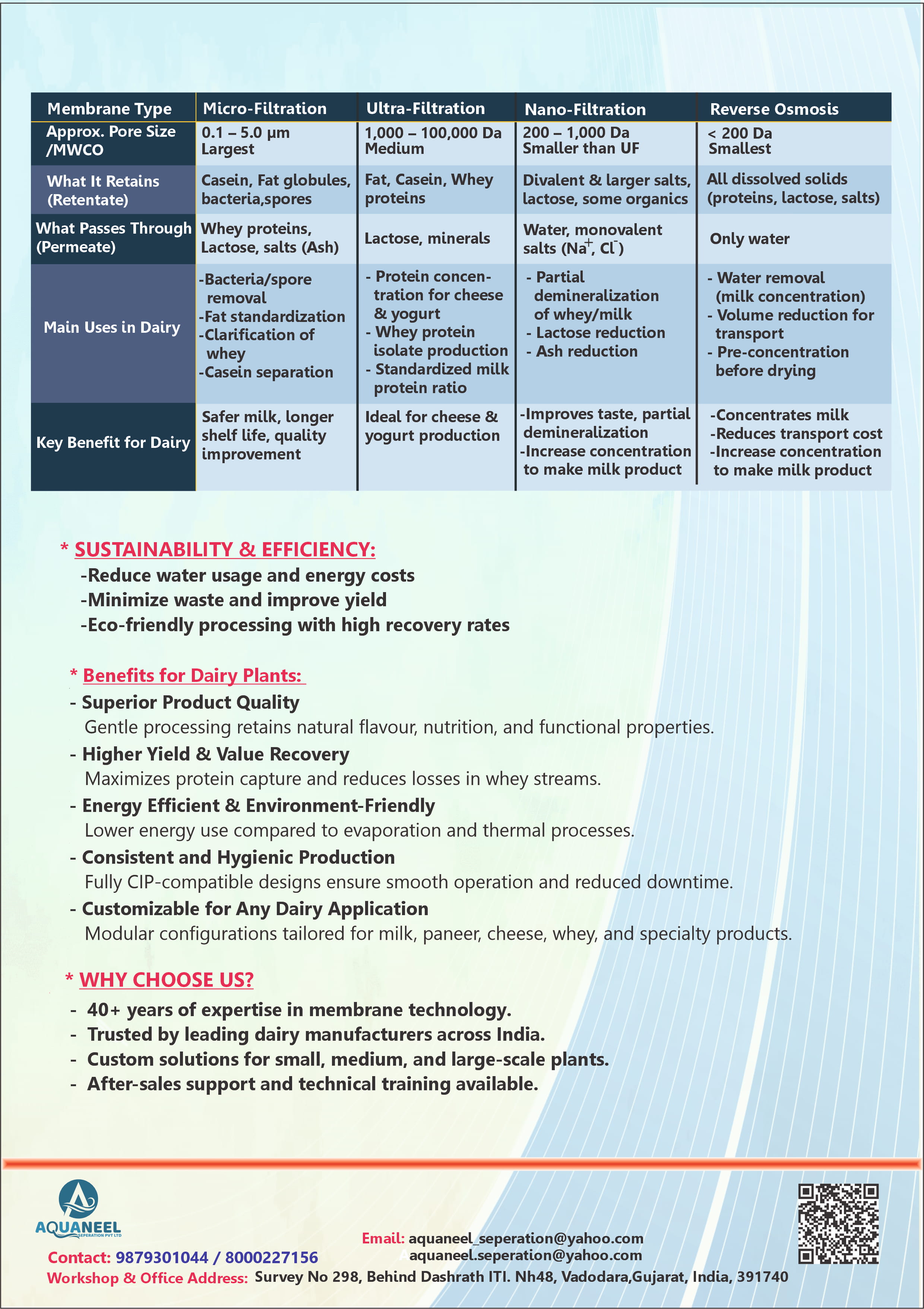
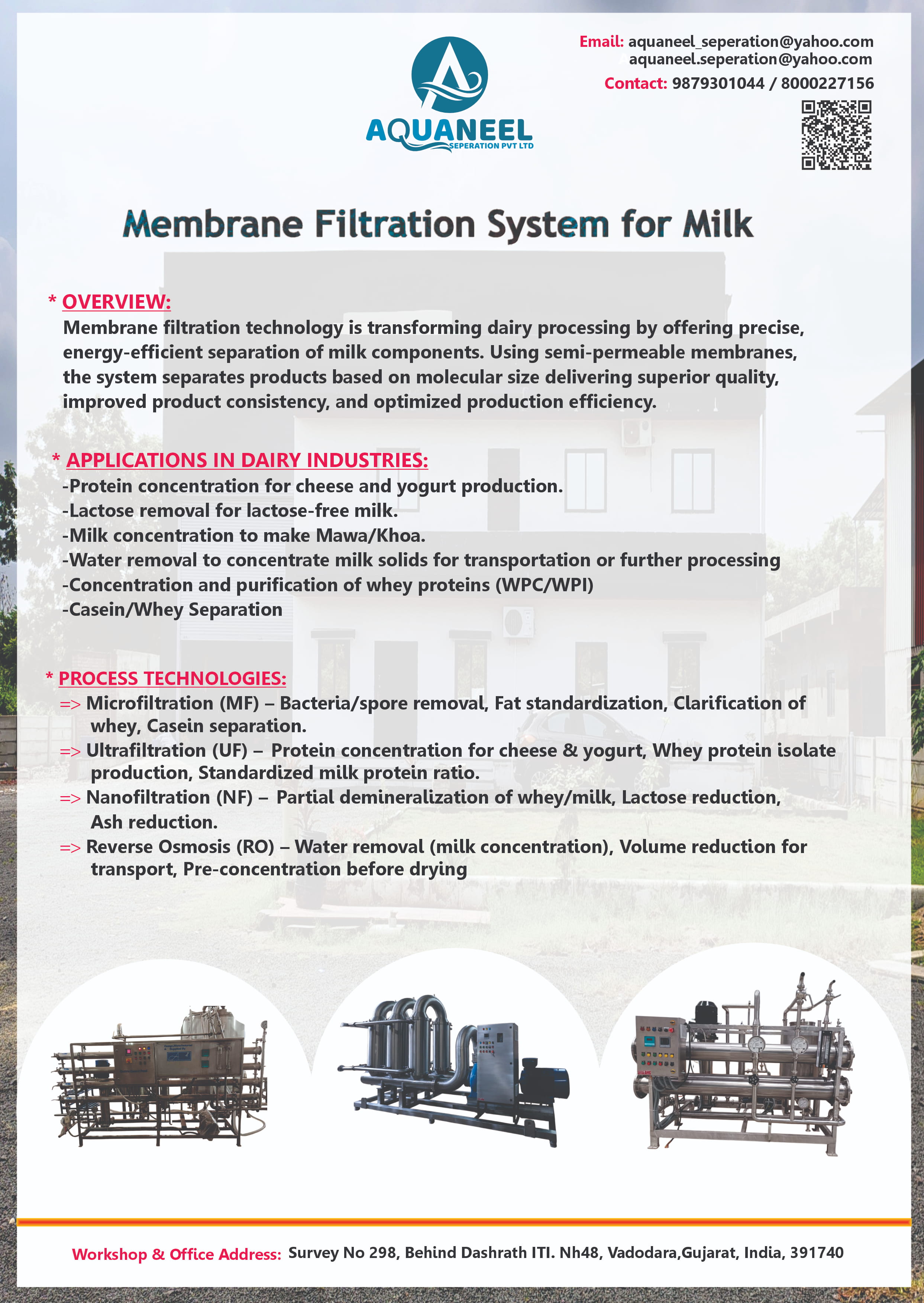
Membrane Filtration in the Dairy Industry Membrane filtration is a pressure-driven separation technology widely used in dairy processing to fractionate, concentrate, and purify milk components without heat treatment, preserving nutritional and functional properties. How It Works A semi-permeable membrane acts as a selective barrier. When pressure is applied, smaller molecules pass through (the permeate), while larger molecules are retained (the retentate). Separation is based on particle size, molecular weight, and sometimes charge. Four Main Membrane Processes: Process Pore Size What Passes Through What's Retained Typical Use Microfiltration (MF) 0.1–10 µm Whey proteins, lactose, Fat globules, casein Bacteria removal, water, salts micelles, bacteria fat separation Ultrafiltration (UF) 0.001–0.1 µm Lactose, water, salts, Proteins (casein + Protein concentration, small peptides whey), fat cheese making Nanofiltration (NF) ~0.001 µm Water, monovalent Lactose, divalent Partial demineralization, salts (Na⁺, Cl⁻) salts, proteins lactose concentration Reverse Osmosis (RO) <0.001 µm Only water Everything else Milk concentration, water recovery Key Applications in Dairy 1. Cheese Production (UF) Milk is pre-concentrated before renneting, increasing yield by retaining more protein and reducing whey volume. Enables standardized cheese composition. 2. Whey Processing (UF + MF) Whey protein concentrates (WPC) and isolates (WPI) are produced by ultrafiltering sweet whey. The retentate is dried into high-protein powders used in sports nutrition. 3. Extended Shelf Life / Cold Pasteurization (MF) Microfiltration removes >99.9% of bacteria and spores from skim milk without heat, extending shelf life to 45–60 days refrigerated. 4. Milk Protein Concentrates (MPC) (UF) Skim milk is ultrafiltered to produce MPCs of varying protein content (MPC 35 to MPC 85), used in processed foods, yogurt, and beverages. 5. Lactose-Free Products (UF + Lactase) UF concentrates proteins while reducing lactose; remaining lactose is hydrolyzed enzymatically. More efficient than treating bulk milk. 6. Casein/Whey Fractionation (MF) Microfiltration at specific pore sizes separates native casein micelles from whey proteins, enabling production of native whey protein — highly valued for its undenatured quality. 7. Brine & Water Recovery (NF/RO) NF is used to recover and recycle cheese brine by removing contaminating compounds. RO concentrates milk at the farm level before transport, reducing logistics costs. Membrane Materials Polymeric membranes — polysulfone, polyethersulfone, PVDF; cost-effective, widely used Ceramic membranes — alumina, zirconia; more durable, cleanable, used in MF for bacteria removal Module Configurations Spiral-wound — compact, low cost, used in UF/NF/RO Tubular — easy to clean, used for high-fouling feeds Hollow-fiber — high surface area, used in UF Plate-and-frame — flexible, used in pilot/lab scale Challenges Fouling — protein and fat deposition on membranes reduces flux over time; requires regular CIP (Clean-In-Place) with caustic and acid cycles Concentration polarization — solute buildup at membrane surface limits efficiency; managed by cross-flow velocity Energy consumption — RO and NF require higher pressures and pumping energy Membrane lifespan — chemical cleaning degrades membranes over time Summary Membrane technology is central to modern dairy processing because it enables gentle, efficient, and selective fractionation of milk components. It underpins the production of high-value protein ingredients, cleaner products, reduced waste, and improved sustainability across the dairy value chain.


