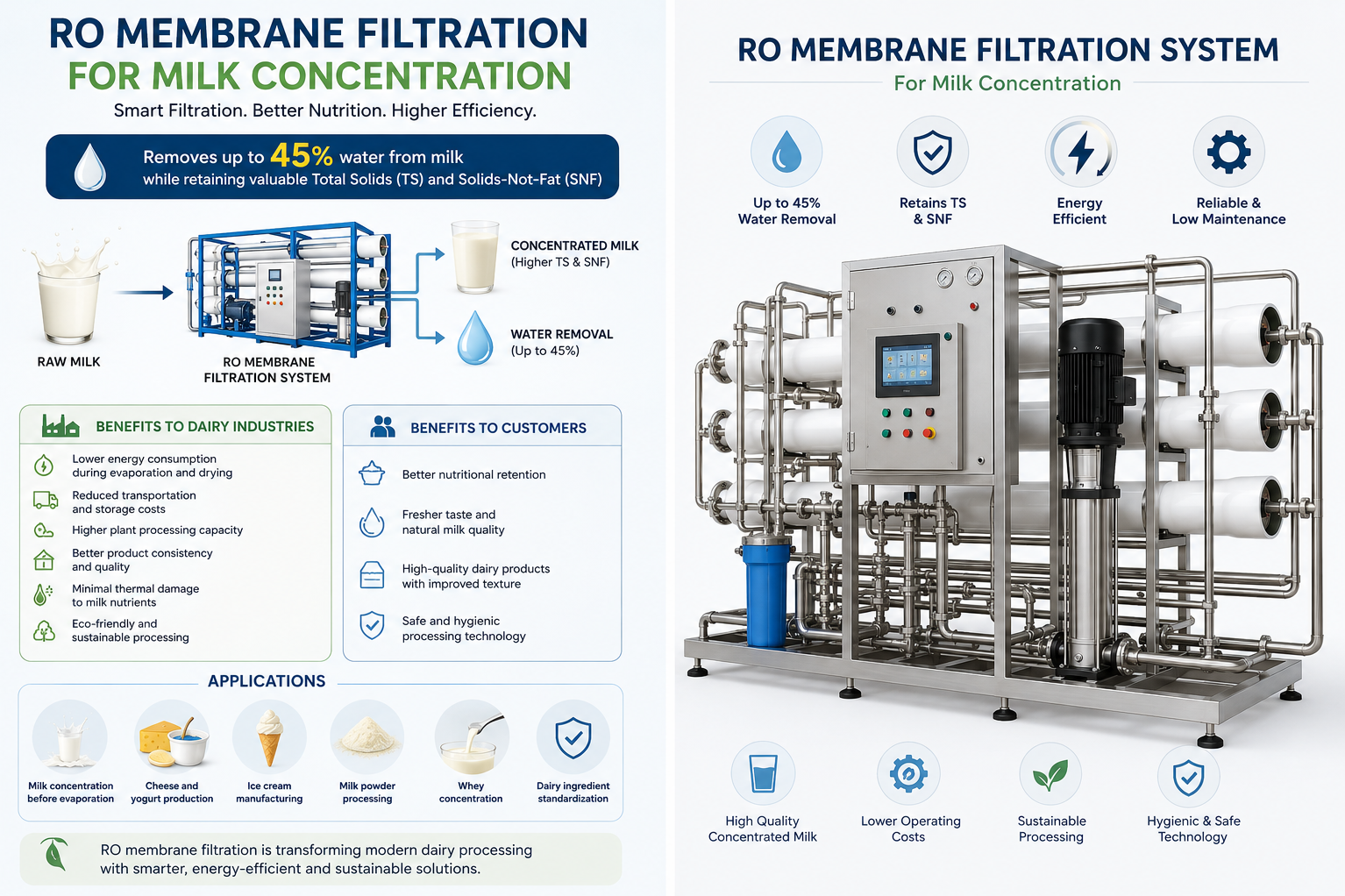
🥛 Advanced Milk Concentration with RO Membrane Technology Increase efficiency. Preserve nutrition. Reduce costs. Our Reverse Osmosis (RO) Membrane Filtration System removes up to 45% water from milk while retaining valuable Total Solids (TS) and Solids-Not-Fat (SNF). ✅ Key Benefits for Dairy Industries: • Lower energy consumption during evaporation and drying • Reduced transportation and storage costs • Higher plant processing capacity • Better product consistency and quality • Minimal thermal damage to milk nutrients • Eco-friendly and sustainable processing ✅ Benefits for Customers: • Better nutritional retention • Fresher taste and natural milk quality • High-quality dairy products with improved texture • Safe and hygienic processing technology 🔹 Applications: • Milk concentration before evaporation • Cheese and yogurt production • Ice cream manufacturing • Milk powder processing • Whey concentration • Dairy ingredient standardization RO membrane filtration is transforming modern dairy processing with smarter, energy-efficient solutions. #DairyIndustry #MilkProcessing #ROMembrane #MilkConcentration #DairyTechnology #FoodProcessing #SNF #TotalSolids #SustainableDairy #MembraneFiltration milk reverse osmosis system milk concentration membrane filtration RO filtration in dairy industry dairy total solids concentration solids-not-fat SNF concentration milk dewatering technology dairy membrane separation systems reducing dairy transport costs milk concentration logistics efficiency sustainable dairy processing technology energy saving in milk powder production reducing milk volume for transport dairy factory operational efficiency pre-concentration of milk using RO on-farm milk concentration systems cold filtration milk concentration membrane filtration for cheese making standardizing milk total solids

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
🥛 Advanced Milk Concentration with RO Membrane Technology Increase efficiency. Preserve nutrition....
2026-05-20T07:05:20
🥛 Advanced Milk Concentration with RO Membrane Technology Increase efficiency. Preserve nutrition. Reduce costs. Our Reverse Osmosis (RO) Membrane Filtration System removes up to 45% water from milk while retaining valuable Total Solids (TS) and Solids-Not-Fat (SNF). ✅ Key Benefits for Dairy Industries: • Lower energy consumption during evaporation and drying • Reduced transportation and storage costs • Higher plant processing capacity • Better product consistency and quality • Minimal thermal damage to milk nutrients • Eco-friendly and sustainable processing ✅ Benefits for Customers: • Better nutritional retention • Fresher taste and natural milk quality • High-quality dairy products with improved texture • Safe and hygienic processing technology 🔹 Applications: • Milk concentration before evaporation • Cheese and yogurt production • Ice cream manufacturing • Milk powder processing • Whey concentration • Dairy ingredient standardization RO membrane filtration is transforming modern dairy processing with smarter, energy-efficient solutions. #DairyIndustry #MilkProcessing #ROMembrane #MilkConcentration #DairyTechnology #FoodProcessing #SNF #TotalSolids #SustainableDairy #MembraneFiltration milk reverse osmosis system milk concentration membrane filtration RO filtration in dairy industry dairy total solids concentration solids-not-fat SNF concentration milk dewatering technology dairy membrane separation systems reducing dairy transport costs milk concentration logistics efficiency sustainable dairy processing technology energy saving in milk powder production reducing milk volume for transport dairy factory operational efficiency pre-concentration of milk using RO on-farm milk concentration systems cold filtration milk concentration membrane filtration for cheese making standardizing milk total solids
2026-05-20T07:05:20

Submit Your Enquiry