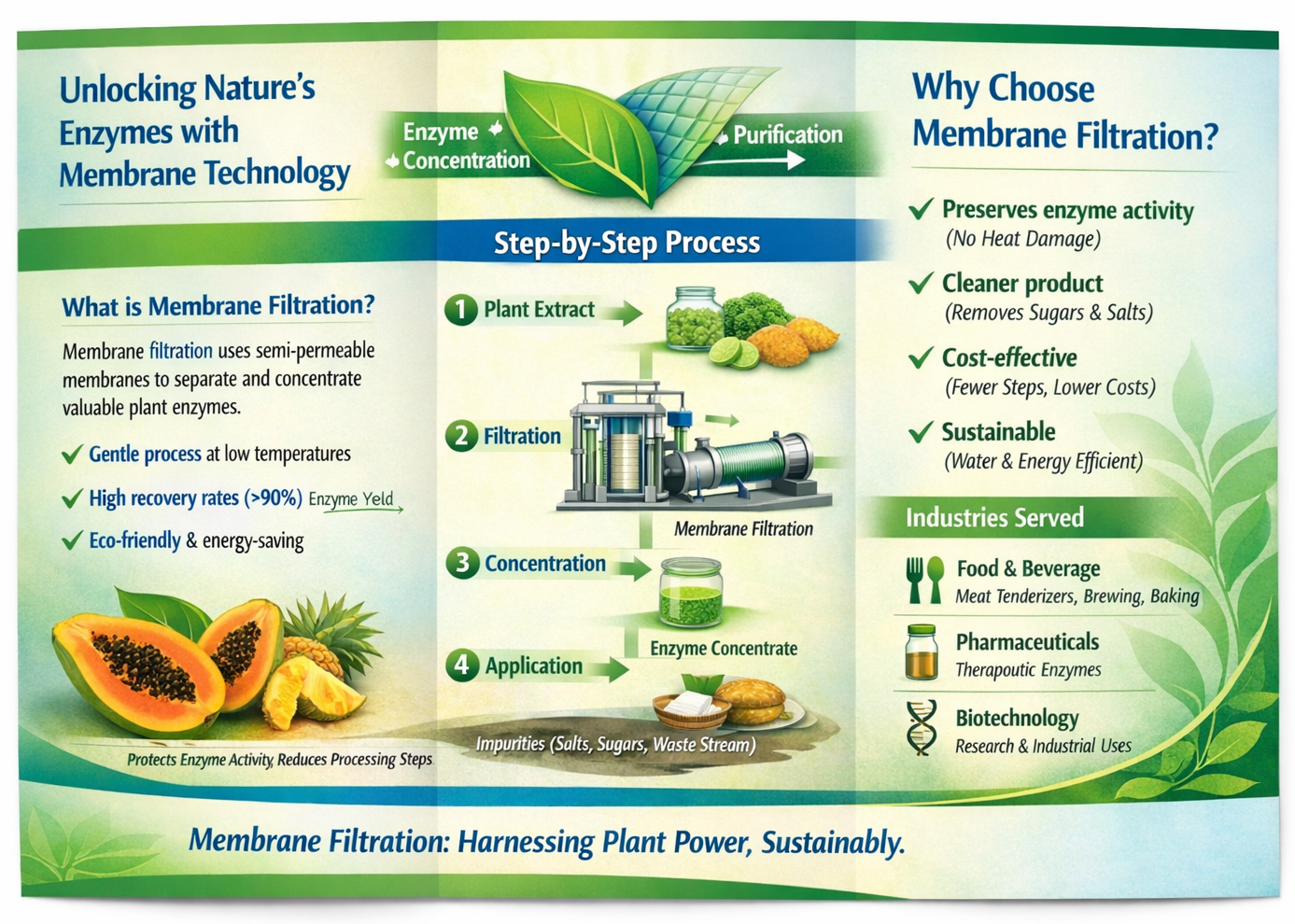
Membrane filtration is an advanced method for processing plant enzymes, offering precision and sustainability. - It uses semi‑permeable membranes to separate valuable enzymes from salts, sugars, and other small molecules. - The process operates at low temperatures, ensuring that enzyme activity is preserved without heat damage. - High recovery rates (often above 90%) make it efficient and cost‑effective compared to traditional methods. The technology provides multiple industrial benefits. - It combines purification and concentration into a single step, reducing processing time and costs. - The system is eco‑friendly, minimizing water and energy consumption while enabling recycling. - Industries such as food & beverage, pharmaceuticals, and biotechnology rely on it for consistent, high‑quality enzyme concentrates. Applications of membrane filtration are diverse and impactful. - In food processing, enzymes like papain and bromelain are concentrated for use in meat tenderizers, brewing, and baking. - In pharmaceuticals, therapeutic enzymes are purified for medical formulations. - In biotechnology, concentrated enzymes support research and industrial biocatalysis. #MembraneFiltration #EnzymePurification #PlantEnzymes #BioProcessing #FoodTechnology #PharmaInnovation #BiotechSolutions #GreenProcessing Membrane filtration system Plant enzyme concentration Enzyme purification technology Semi‑permeable membranes for enzymes Gentle enzyme processing High yield enzyme recovery Low temperature enzyme preservation Eco‑friendly enzyme processing Sustainable bioprocessing solutions Cost‑effective enzyme concentration Food enzyme purification Pharmaceutical enzyme production Biotechnology enzyme processing Papain membrane filtration Bromelain concentration technology

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
Are you dealing in Plant based Enzymes ? We have the solution
2026-03-13T04:45:25
Membrane filtration is an advanced method for processing plant enzymes, offering precision and sustainability. - It uses semi‑permeable membranes to separate valuable enzymes from salts, sugars, and other small molecules. - The process operates at low temperatures, ensuring that enzyme activity is preserved without heat damage. - High recovery rates (often above 90%) make it efficient and cost‑effective compared to traditional methods. The technology provides multiple industrial benefits. - It combines purification and concentration into a single step, reducing processing time and costs. - The system is eco‑friendly, minimizing water and energy consumption while enabling recycling. - Industries such as food & beverage, pharmaceuticals, and biotechnology rely on it for consistent, high‑quality enzyme concentrates. Applications of membrane filtration are diverse and impactful. - In food processing, enzymes like papain and bromelain are concentrated for use in meat tenderizers, brewing, and baking. - In pharmaceuticals, therapeutic enzymes are purified for medical formulations. - In biotechnology, concentrated enzymes support research and industrial biocatalysis. #MembraneFiltration #EnzymePurification #PlantEnzymes #BioProcessing #FoodTechnology #PharmaInnovation #BiotechSolutions #GreenProcessing Membrane filtration system Plant enzyme concentration Enzyme purification technology Semi‑permeable membranes for enzymes Gentle enzyme processing High yield enzyme recovery Low temperature enzyme preservation Eco‑friendly enzyme processing Sustainable bioprocessing solutions Cost‑effective enzyme concentration Food enzyme purification Pharmaceutical enzyme production Biotechnology enzyme processing Papain membrane filtration Bromelain concentration technology
2026-03-13T04:45:25

Keywords
- bromelain concentration technology
- papain membrane filtration
- biotechnology enzyme processing
- pharmaceutical enzyme production
- food enzyme purification
- cost‑effective enzyme concentration
- sustainable bioprocessing solutions
- eco‑friendly enzyme processing
- low temperature enzyme preservation
- high yield enzyme recovery
- gentle enzyme processing
- semi‑permeable membranes for enzymes
- enzyme purification technology
- plant enzyme concentration
- membrane filtration system
Submit Your Enquiry