In traditional dairy processing, whey — a byproduct of cheese and casein production — was often discarded or underutilized. Today, membrane filtration technology is changing everything. Here's how it works: → Ultrafiltration (UF) first separates proteins from whey, retaining them in the retentate while allowing lactose and small molecules through. → Nanofiltration (NF) then concentrates the lactose-rich permeate, removing monovalent salts (Na⁺, Cl⁻) and water — achieving 80–90% lactose concentration with minimal heat. → Reverse Osmosis (RO) further concentrates the stream, reducing volume before final crystallization. The result? Pharmaceutical-grade and food-grade lactose — recovered cleanly, efficiently, and at scale. Why it matters for your plant: ✔ Reduces COD load in wastewater significantly ✔ Recovers 90%+ of lactose from whey ✔ Enables zero-waste dairy processing ✔ Operates at low temperatures — preserving lactose integrity Membrane filtration isn't just a separation step. It's a revenue-generating, sustainability-driving upgrade for modern dairy operations. What membrane configuration does your plant currently use? Drop it in the comments. 👇 #DairyIndustry #MembraneFiltration #Lactose #WheyProcessing #FoodTechnology #Sustainability #UltrafiltrationTechnology #DairyInnovation Industrial Membrane Filtration Systems Ultrafiltration (UF) Systems for Dairy Nanofiltration (NF) for Lactose Concentration Reverse Osmosis (RO) Plant for Milk Processing Membrane Separation Technology Lactose Separation and Concentration Whey Protein Isolation (WPI) Process Milk Protein Concentration (MPC) Dairy Wastewater Treatment Systems Lactose-Free Milk Production Technology Demineralized Whey Processing Dairy Processing Equipment Manufacturers Membrane Filtration for Food & Beverage B2B Dairy Industrial Solutions Sustainable Dairy Processing Technology Membrane System Design and Installation

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
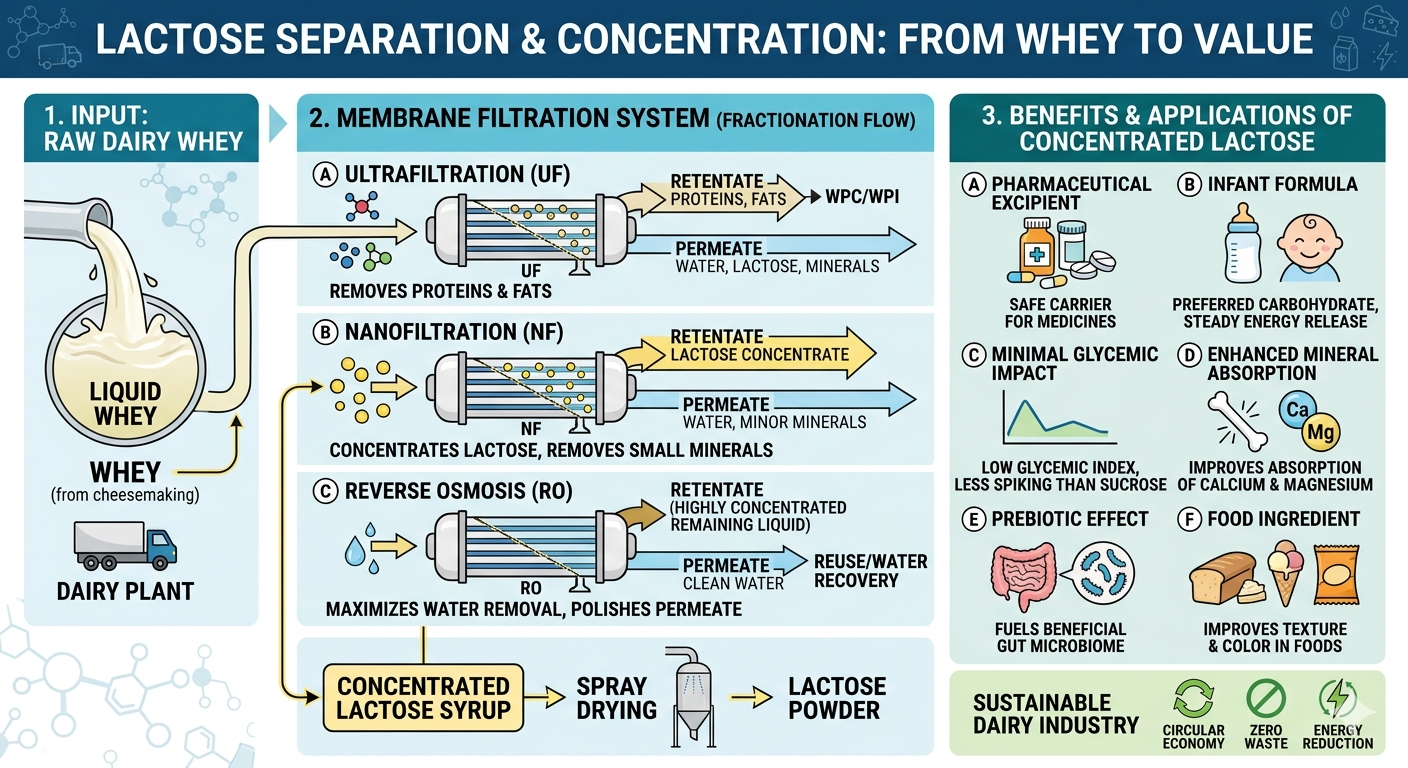
🔬 How does membrane filtration transform lactose from whey waste into a valuable product?
2026-04-30T04:02:48
In traditional dairy processing, whey — a byproduct of cheese and casein production — was often discarded or underutilized. Today, membrane filtration technology is changing everything. Here's how it works: → Ultrafiltration (UF) first separates proteins from whey, retaining them in the retentate while allowing lactose and small molecules through. → Nanofiltration (NF) then concentrates the lactose-rich permeate, removing monovalent salts (Na⁺, Cl⁻) and water — achieving 80–90% lactose concentration with minimal heat. → Reverse Osmosis (RO) further concentrates the stream, reducing volume before final crystallization. The result? Pharmaceutical-grade and food-grade lactose — recovered cleanly, efficiently, and at scale. Why it matters for your plant: ✔ Reduces COD load in wastewater significantly ✔ Recovers 90%+ of lactose from whey ✔ Enables zero-waste dairy processing ✔ Operates at low temperatures — preserving lactose integrity Membrane filtration isn't just a separation step. It's a revenue-generating, sustainability-driving upgrade for modern dairy operations. What membrane configuration does your plant currently use? Drop it in the comments. 👇 #DairyIndustry #MembraneFiltration #Lactose #WheyProcessing #FoodTechnology #Sustainability #UltrafiltrationTechnology #DairyInnovation Industrial Membrane Filtration Systems Ultrafiltration (UF) Systems for Dairy Nanofiltration (NF) for Lactose Concentration Reverse Osmosis (RO) Plant for Milk Processing Membrane Separation Technology Lactose Separation and Concentration Whey Protein Isolation (WPI) Process Milk Protein Concentration (MPC) Dairy Wastewater Treatment Systems Lactose-Free Milk Production Technology Demineralized Whey Processing Dairy Processing Equipment Manufacturers Membrane Filtration for Food & Beverage B2B Dairy Industrial Solutions Sustainable Dairy Processing Technology Membrane System Design and Installation
2026-04-30T04:02:48

Submit Your Enquiry