The answer lies inside a membrane filtration system — and it's reshaping the future of dairy manufacturing. Whey, once considered a byproduct of cheese production, is now one of the most valuable ingredients in sports nutrition, infant formula, and functional foods. But turning raw whey into high-purity whey protein concentrate (WPC) or isolate (WPI) requires precision — and that's exactly what membrane filtration delivers. Here's how the process works: ▸ Ultrafiltration (UF) — The first gate Raw whey is pushed through semi-permeable membranes with pore sizes of 1–100 kDa. Proteins are retained (retentate), while lactose, water, and small minerals pass through (permeate). This step concentrates the protein from ~1% to 35–80%. ▸ Diafiltration (DF) — The purifier Water is added to the retentate and the UF process is repeated. This flushes out residual lactose and ash, pushing protein purity even higher — critical for WPI (≥90% protein). ▸ Microfiltration (MF) — The clarifier Used before UF to remove fat, bacteria, and casein fines, ensuring a clean, high-quality feed stream. ▸ Nanofiltration (NF) — The mineral manager Selectively removes monovalent salts while retaining most of the protein — ideal for managing ionic strength without losing yield. The result? A clean, concentrated protein stream — achieved without heat, chemical precipitation, or protein denaturation. For dairy manufacturers, this means higher yields, lower processing costs, and product-grade protein that commands premium market value. What membrane process does your facility currently use for whey recovery? Drop a comment — I'd love to hear how teams are optimizing this. 👇 #WheyProtein #MembraneFiltration #DairyIndustry #FoodEngineering #Ultrafiltration #DairyTechnology #FoodScience #ProteinConcentrate

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
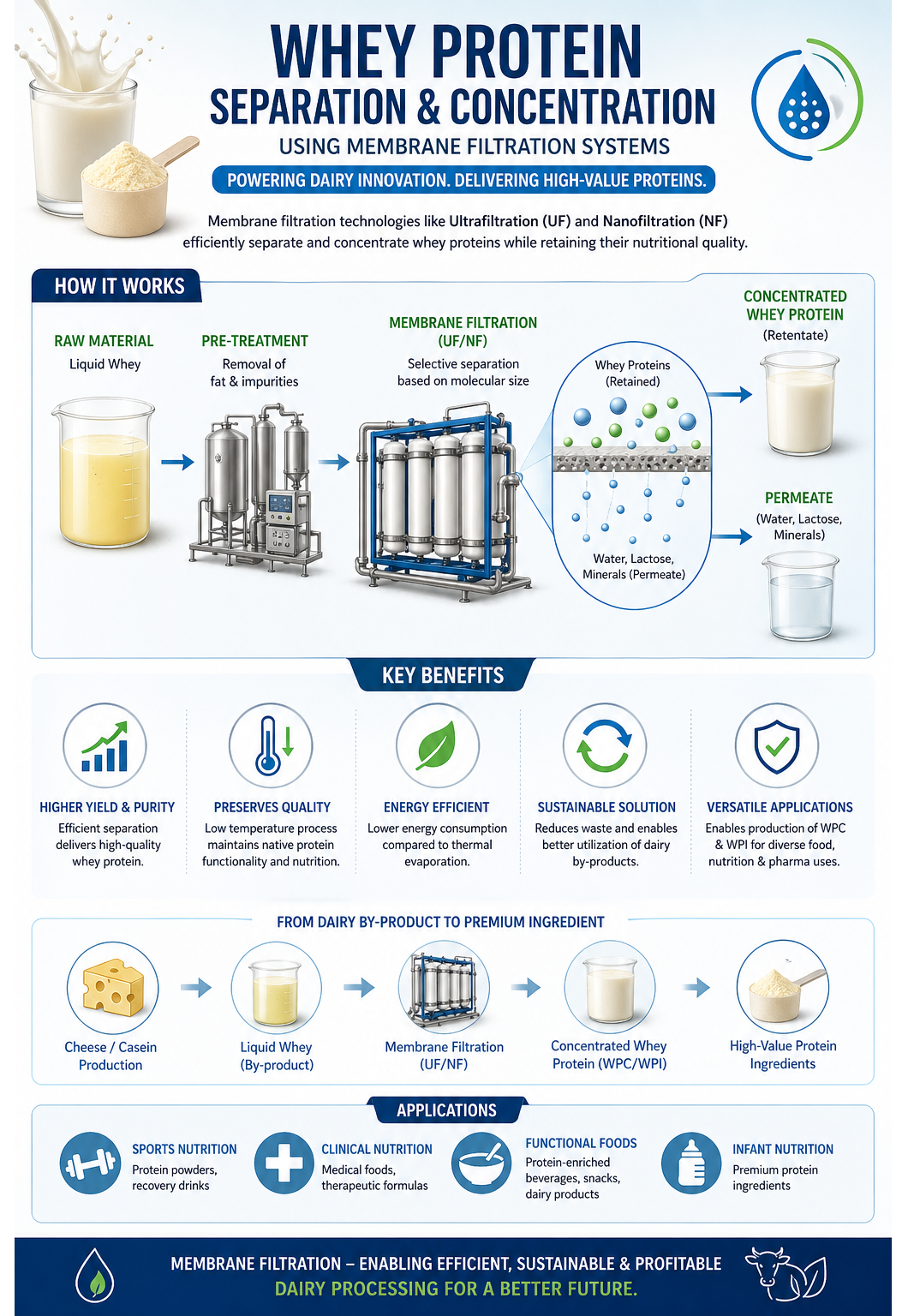
🔬 How does milk become a protein powerhouse?
2026-04-29T03:51:33
The answer lies inside a membrane filtration system — and it's reshaping the future of dairy manufacturing. Whey, once considered a byproduct of cheese production, is now one of the most valuable ingredients in sports nutrition, infant formula, and functional foods. But turning raw whey into high-purity whey protein concentrate (WPC) or isolate (WPI) requires precision — and that's exactly what membrane filtration delivers. Here's how the process works: ▸ Ultrafiltration (UF) — The first gate Raw whey is pushed through semi-permeable membranes with pore sizes of 1–100 kDa. Proteins are retained (retentate), while lactose, water, and small minerals pass through (permeate). This step concentrates the protein from ~1% to 35–80%. ▸ Diafiltration (DF) — The purifier Water is added to the retentate and the UF process is repeated. This flushes out residual lactose and ash, pushing protein purity even higher — critical for WPI (≥90% protein). ▸ Microfiltration (MF) — The clarifier Used before UF to remove fat, bacteria, and casein fines, ensuring a clean, high-quality feed stream. ▸ Nanofiltration (NF) — The mineral manager Selectively removes monovalent salts while retaining most of the protein — ideal for managing ionic strength without losing yield. The result? A clean, concentrated protein stream — achieved without heat, chemical precipitation, or protein denaturation. For dairy manufacturers, this means higher yields, lower processing costs, and product-grade protein that commands premium market value. What membrane process does your facility currently use for whey recovery? Drop a comment — I'd love to hear how teams are optimizing this. 👇 #WheyProtein #MembraneFiltration #DairyIndustry #FoodEngineering #Ultrafiltration #DairyTechnology #FoodScience #ProteinConcentrate
2026-04-29T03:51:33

Submit Your Enquiry