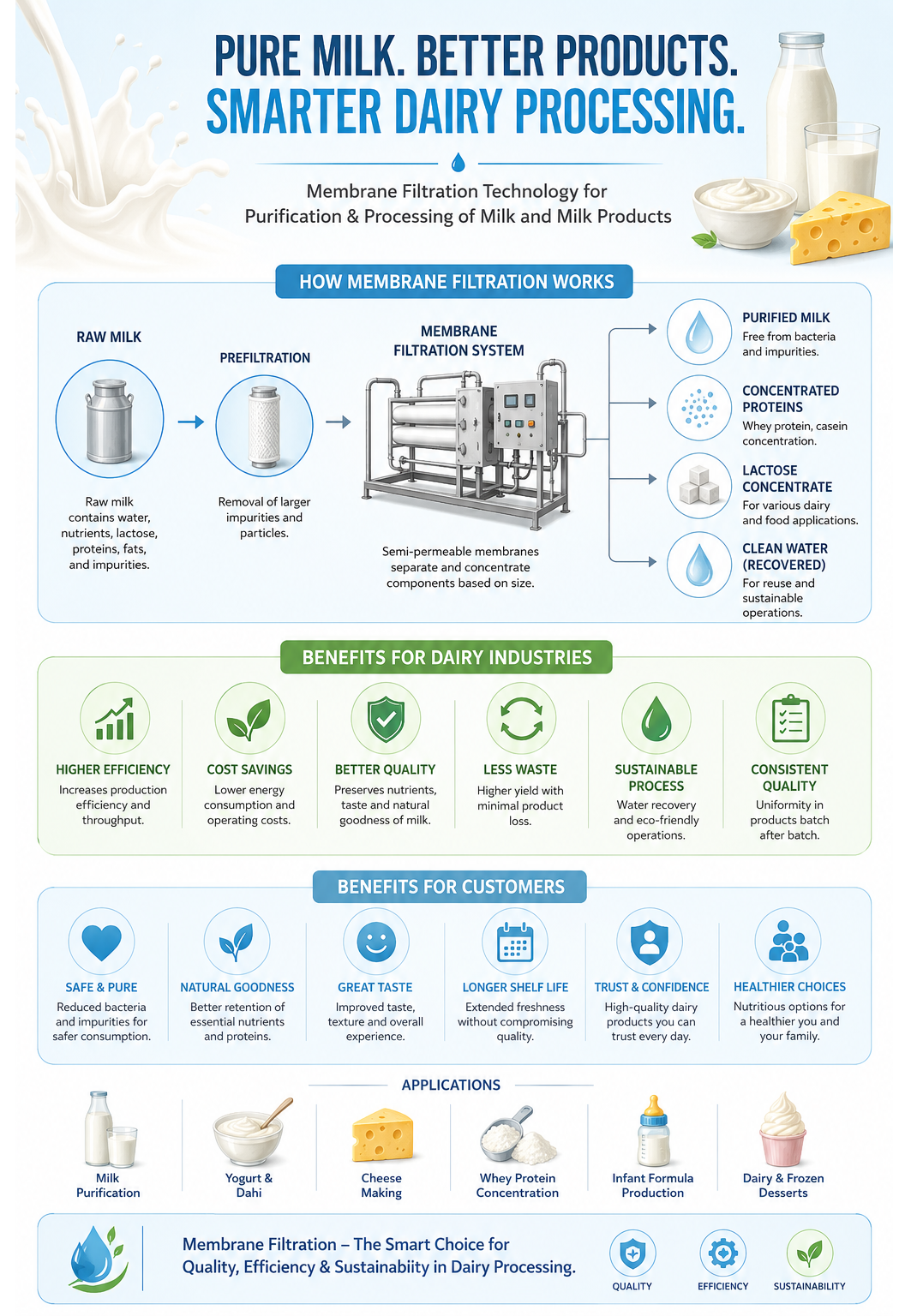
In today's competitive dairy landscape, what separates a good product from a great one often comes down to what you remove — and how precisely you do it. Membrane filtration technology — encompassing microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) — is redefining purity standards across the dairy value chain. Here's what each stage does: ▸ Microfiltration removes bacteria, spores, and somatic cells without heat — preserving natural flavour and nutritional integrity. ▸ Ultrafiltration concentrates proteins and fats, enabling the production of high-protein dairy products like Greek yoghurt, whey protein concentrate, and standardised cheeses. ▸ Nanofiltration selectively removes lactose and monovalent ions — critical for lactose-reduced and speciality dairy products. ▸ Reverse osmosis concentrates milk and permeate with zero heat damage, cutting transport and energy costs significantly. For dairy manufacturers, this means: ✅ Consistent product quality batch after batch ✅ Extended shelf life without preservatives ✅ Regulatory compliance with global food safety standards ✅ Lower water and energy consumption vs. thermal processing ✅ Valorisation of by-products like whey permeate The dairy industry is evolving. Is your processing technology keeping pace? #DairyInnovation #MembraneFiltration #FoodTechnology #DairyProcessing #FoodSafety #Ultrafiltration #SustainableDairy #FoodManufacturing

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
🔬 How membrane filtration is quietly revolutionising dairy quality
2026-05-13T04:40:18
In today's competitive dairy landscape, what separates a good product from a great one often comes down to what you remove — and how precisely you do it. Membrane filtration technology — encompassing microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), and reverse osmosis (RO) — is redefining purity standards across the dairy value chain. Here's what each stage does: ▸ Microfiltration removes bacteria, spores, and somatic cells without heat — preserving natural flavour and nutritional integrity. ▸ Ultrafiltration concentrates proteins and fats, enabling the production of high-protein dairy products like Greek yoghurt, whey protein concentrate, and standardised cheeses. ▸ Nanofiltration selectively removes lactose and monovalent ions — critical for lactose-reduced and speciality dairy products. ▸ Reverse osmosis concentrates milk and permeate with zero heat damage, cutting transport and energy costs significantly. For dairy manufacturers, this means: ✅ Consistent product quality batch after batch ✅ Extended shelf life without preservatives ✅ Regulatory compliance with global food safety standards ✅ Lower water and energy consumption vs. thermal processing ✅ Valorisation of by-products like whey permeate The dairy industry is evolving. Is your processing technology keeping pace? #DairyInnovation #MembraneFiltration #FoodTechnology #DairyProcessing #FoodSafety #Ultrafiltration #SustainableDairy #FoodManufacturing
2026-05-13T04:40:18

Submit Your Enquiry