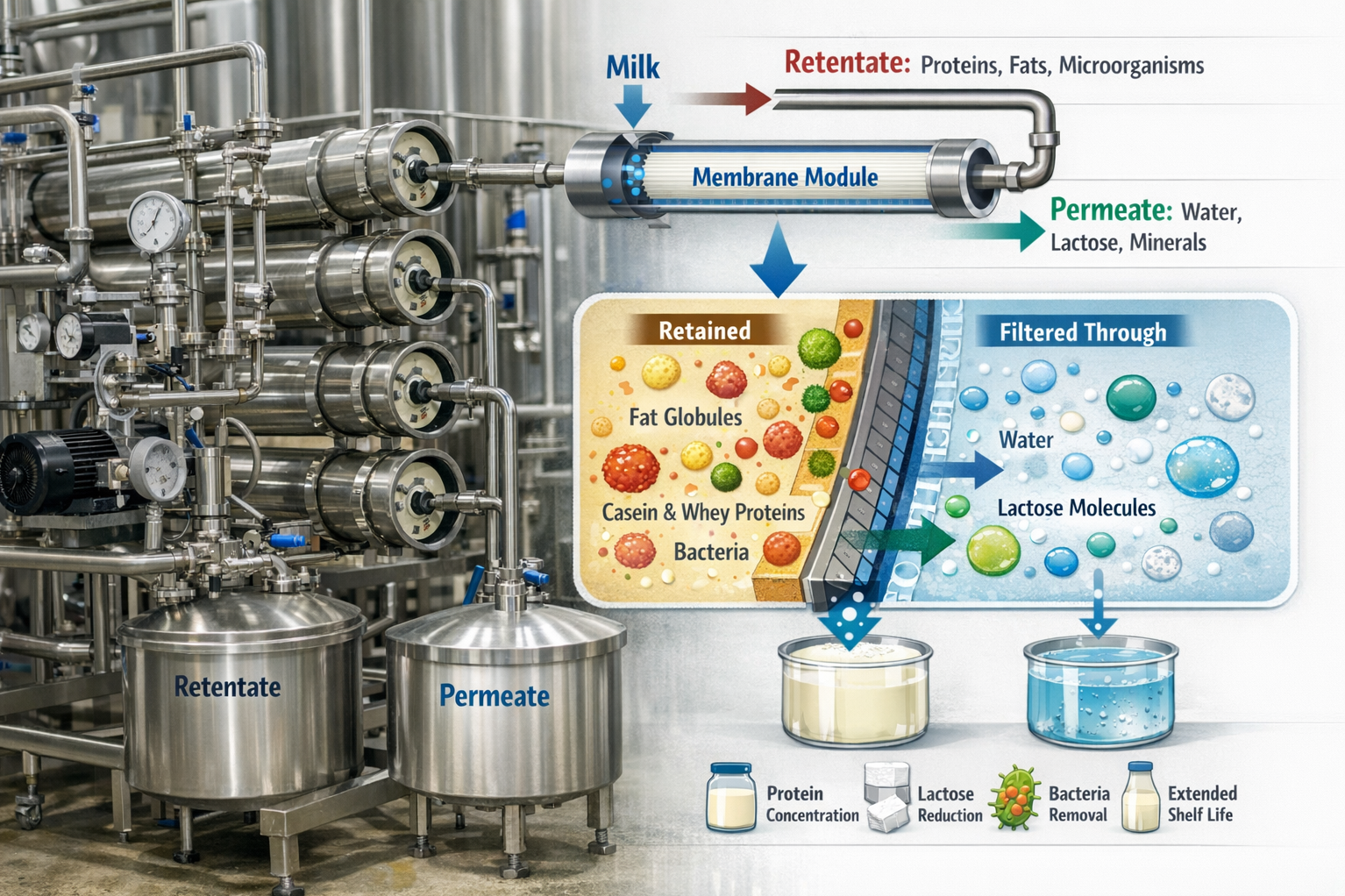
Membrane filtration in dairy industries is a pressure-driven separation process used to concentrate, purify, or fractionate milk components based on molecular size. Milk is pumped across semi-permeable membranes (such as microfiltration, ultrafiltration, nanofiltration, or reverse osmosis). Smaller molecules like water, lactose, and minerals pass through the membrane as permeate, while larger components such as fat globules, proteins (casein and whey proteins), and microorganisms are retained as retentate. This technology enables standardization of protein content, production of whey protein concentrates, lactose reduction, bacterial removal, and extension of shelf life—without significant heat treatment, thereby preserving nutritional and sensory quality. Membrane filtration in dairy Dairy processing technology Microfiltration in milk Ultrafiltration in whey protein Nanofiltration in dairy industry Reverse osmosis milk processing Milk protein concentration Whey protein isolate production Lactose removal in dairy Dairy water recovery technology Bacteria removal from milk Dairy industry innovations Sustainable dairy processing Dairy product quality improvement

This is your website preview.
Currently it only shows your basic business info. Start adding relevant business details such as description, images and products or services to gain your customers attention by using Boost 360 android app / iOS App / web portal.
Membrane filtration system in Dairy Industries
2026-02-19T05:53:42
Membrane filtration in dairy industries is a pressure-driven separation process used to concentrate, purify, or fractionate milk components based on molecular size. Milk is pumped across semi-permeable membranes (such as microfiltration, ultrafiltration, nanofiltration, or reverse osmosis). Smaller molecules like water, lactose, and minerals pass through the membrane as permeate, while larger components such as fat globules, proteins (casein and whey proteins), and microorganisms are retained as retentate. This technology enables standardization of protein content, production of whey protein concentrates, lactose reduction, bacterial removal, and extension of shelf life—without significant heat treatment, thereby preserving nutritional and sensory quality. Membrane filtration in dairy Dairy processing technology Microfiltration in milk Ultrafiltration in whey protein Nanofiltration in dairy industry Reverse osmosis milk processing Milk protein concentration Whey protein isolate production Lactose removal in dairy Dairy water recovery technology Bacteria removal from milk Dairy industry innovations Sustainable dairy processing Dairy product quality improvement
2026-02-19T05:53:42

Keywords
- sustainable dairy processing methods
- dairy processing technology advancements
- bacterial removal from milk
- whey protein concentrates production
- lactose removal in dairy products
- reverse osmosis milk processing
- nanofiltration in dairy industry
- ultrafiltration whey protein concentration
- pressure-driven separation process milk
- membrane filtration system in dairy industries
Submit Your Enquiry