

Description
Product details
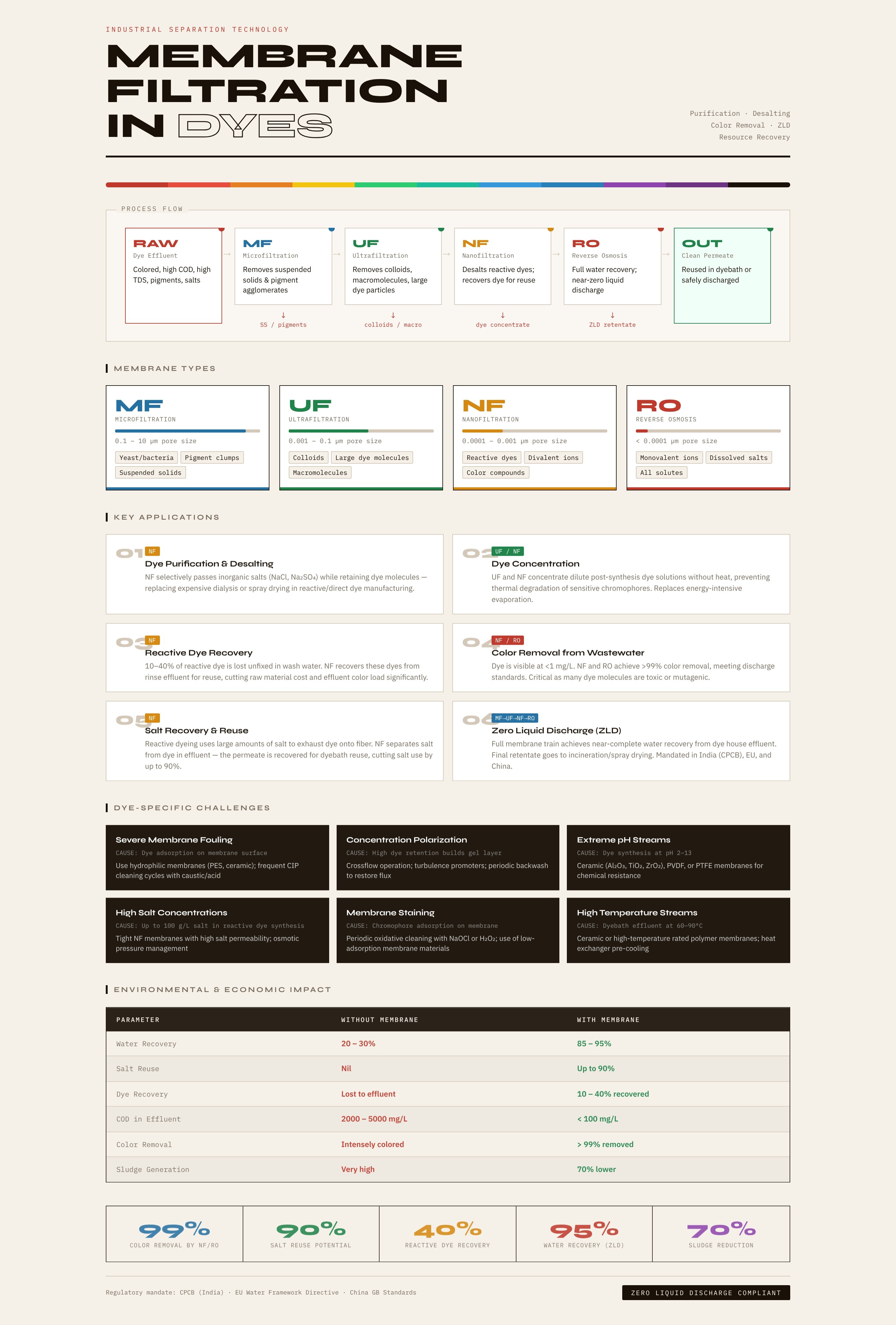
Membrane Filtration in the Dyes Industry Membrane filtration plays a critical role in dye manufacturing and textile processing — primarily for dye purification, concentration, desalting, and wastewater treatment. The dye industry is one of the largest generators of colored, high-COD effluent, making membrane technology both economically and environmentally essential. Why Membrane Filtration is Critical in Dyes Dye manufacturing involves large volumes of salts, organic solvents, unreacted intermediates, and colored wastewater. Traditional treatments (chemical precipitation, activated carbon) are costly and generate secondary waste. Membranes offer selective, continuous, and chemical-free separation. Types of Membrane Filtration & Their Role Membrane Pore Size Key Function in Dye Industry Microfiltration (MF) 0.1–10 µm Pre-treatment; removes suspended solids, pigment agglomerates Ultrafiltration (UF) 0.001–0.1 µm Separates large dye molecules, colloids, macromolecules Nanofiltration (NF) 0.0001–0.001 µm Desalting reactive dyes; concentrating dye solutions Reverse Osmosis (RO) < 0.0001 µm Full water recovery from effluent; near-zero liquid discharge Key Applications 1. Dye Purification & Desalting Reactive and direct dyes are synthesized in the presence of large quantities of inorganic salts (NaCl, Na₂SO₄). These salts must be removed before the dye is sold. NF membranes selectively pass salt ions while retaining dye molecules — replacing expensive and wasteful dialysis or spray drying. 2. Dye Concentration After synthesis, dye solutions are dilute. UF and NF concentrate the dye without heat, preventing thermal degradation of sensitive chromophores. This replaces energy-intensive evaporation. 3. Reactive Dye Recovery from Textile Effluent In textile dyeing, 10–40% of reactive dye does not fix onto fabric and is lost in wash water. NF membranes recover these unfixed dyes from rinse water for reuse, reducing raw material cost and effluent color load. 4. Color Removal from Wastewater Dye effluents are intensely colored even at very low concentrations (< 1 mg/L is visible). NF and RO achieve >99% color removal, meeting discharge norms. This is critical since many dye molecules are toxic, mutagenic, or carcinogenic. 5. Salt Recovery & Reuse In reactive dyeing, large amounts of salt are used to exhaust the dye onto fiber. NF can separate salt from dye in effluent — the permeate (salt-rich water) is recovered and reused in the dyebath, reducing salt consumption by up to 90%. 6. Solvent Recovery Dye synthesis uses organic solvents. Pervaporation membranes and dense RO membranes can recover solvents from dilute streams, reducing VOC emissions and solvent purchase costs. 7. Zero Liquid Discharge (ZLD) Combination of MF → UF → NF → RO achieves near-complete water recovery from dye house effluent. The final concentrated retentate is sent for incineration or spray drying, achieving ZLD — mandated by pollution control boards in India, EU, and China. 8. Effluent Treatment for Vat & Disperse Dyes Vat dyes form colloidal particles; disperse dyes are insoluble particulates. MF and UF efficiently remove these without chemical coagulants, reducing sludge generation. Dye-Specific Membrane Challenges Challenge Cause Solution Severe membrane fouling Dye adsorption on membrane surface Hydrophilic membranes (PES, ceramic); frequent CIP Concentration polarization High dye retention builds a gel layer Crossflow operation; turbulence promoters pH extremes Dye synthesis at pH 2–13 Ceramic, PVDF, or PTFE membranes High salt concentrations Reactive dye synthesis uses Tight NF membranes with high salt permeability up to 100 g/L salt Coloured membrane staining Chromophore adsorption Periodic oxidative cleaning (NaOCl, H₂O₂) High temperature streams Dyebath effluent at 60–90°C Ceramic or high-temp polymer membranes Membrane Materials Used Polymeric — Polyethersulfone (PES), PVDF, Polyamide (PA), Cellulose Acetate — most common, cost-effective Ceramic (Al₂O₃, TiO₂, ZrO₂) — preferred for high-temperature, aggressive chemical, and solvent-laden dye streams Composite TFC — Thin-film composite polyamide — used in NF/RO for desalting reactive dyes Environmental & Economic Impact Parameter Without Membrane With Membrane Water recovery ~20–30% 85–95% Salt reuse Nil Up to 90% Dye recovery Lost 10–40% recovered COD in effluent 2000–5000 mg/L < 100 mg/L Color in effluent Intensely colored >99% removed Sludge generation High (chemical treatment) 70% lower Regulatory Driver India's CPCB, the EU's Water Framework Directive, and China's GB standards now mandate Zero Liquid Discharge (ZLD) for textile and dye units — making membrane filtration not just beneficial but legally required in most jurisdictions. Membrane filtration in the dye industry is thus a convergence of product quality improvement, resource recovery, and mandatory environmental compliance — making it one of the most impactful industrial applications of the technology.



